Соединения заклепками

Соединение деталей из тонколистового металла.
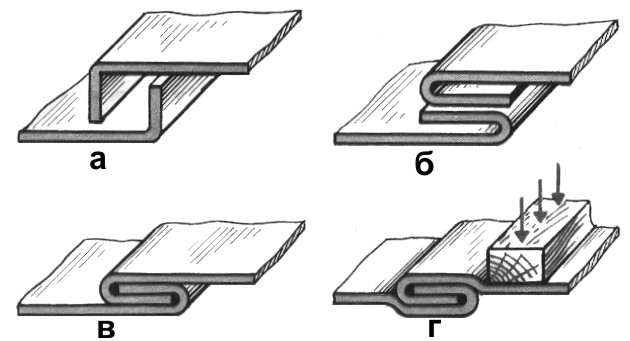
Существует несколько способов соединения деталей из тонколистового металла. Простейший из них — это соединение фальцевым швом. Его получают следующим образом. На расстоянии 6...8 мм от края соединяемых листов размечают линии сгиба и сгибают листы под прямым углом (см.рис. слева а). Затем подгибают края заготовок (см.рис. слева б), соединяют их в замок (см.рис. слева в) и подгибают листы вблизи шва с помощью деревянного бруска, как показано на рисунке г, чтобы соединение не разъединилось.
Соединение
деталей фальцевым швом применяют при изготовлении ведер, водосточных и
вентиляционных труб, консервных банок, а также при покрытии крыш домов
кровельной сталью.


На заводах такая работа выполняется жестянщиками на фальцепрокатных станках. Варианты таких станков показаны ниже.


Кроме соединения фальцевым швом, детали из листового металла можно соединять с помощью заклепок.
Заклепки применяются для создания так называемого "неразъемного" соединения. Обычно с помощью заклепок соединяют тонкие металлические листы, крепят фасадные пластины, а также довольно тяжеловесные конструкции.

 Заклепки
в качестве крепежного элемента использовались буквально с незапамятных
времен. Достаточно посетить любой археологический музей, чтобы воочию
убедиться в этом. Например, древние воины носили доспехи, металлические
пластины которых были соединены исключительно заклепками. А если
вспомнить, что в качестве основного (практически единственного)
крепежного элемента при постройке Эйфелевой башни и крейсера "Аврора"
использовались именно заклепки, невольно проникаешься уважением к людям,
которые изобрели столь привычный ныне крепеж.
Заклепки
в качестве крепежного элемента использовались буквально с незапамятных
времен. Достаточно посетить любой археологический музей, чтобы воочию
убедиться в этом. Например, древние воины носили доспехи, металлические
пластины которых были соединены исключительно заклепками. А если
вспомнить, что в качестве основного (практически единственного)
крепежного элемента при постройке Эйфелевой башни и крейсера "Аврора"
использовались именно заклепки, невольно проникаешься уважением к людям,
которые изобрели столь привычный ныне крепеж.

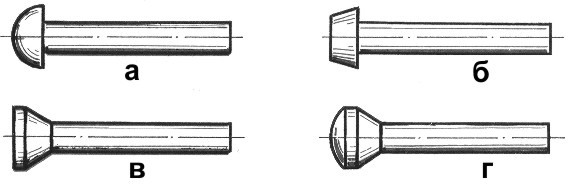 Заклепки — это крепежные детали, состоящие из закладной головки и стержня. Их изготавливают из мягкой стали, меди, алюминия, латуни. Существуют заклепки с полукруглой(а), потайной(б), плоской(в), полупотайной(г) головками (см.рис.слева).
Заклепки — это крепежные детали, состоящие из закладной головки и стержня. Их изготавливают из мягкой стали, меди, алюминия, латуни. Существуют заклепки с полукруглой(а), потайной(б), плоской(в), полупотайной(г) головками (см.рис.слева).
Для
соединения деталей заклепками вначале размечают центры отверстий под
заклепки. Затем пробивают отверстия пробойником или сверлят.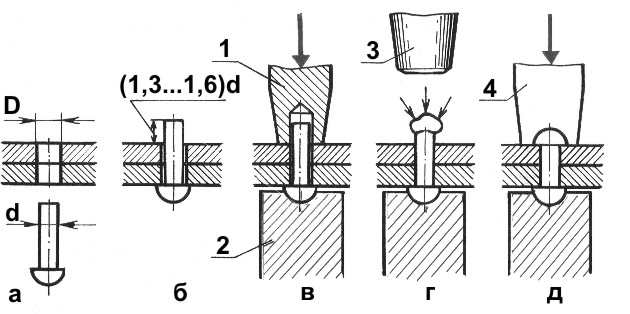 Размеры заклёпок зависят от толщины соединяемых деталей. Диаметр заклёпки рекомендуется брать равным двойной толщине более тонкой детали. Длина
стержня заклёпки складывается из толщины соединяемых деталей и длины
выступающей части(она равна 1,25-1,5 диаметра заклёпки), на которой
образуют замыкающую головку.
Размеры заклёпок зависят от толщины соединяемых деталей. Диаметр заклёпки рекомендуется брать равным двойной толщине более тонкой детали. Длина
стержня заклёпки складывается из толщины соединяемых деталей и длины
выступающей части(она равна 1,25-1,5 диаметра заклёпки), на которой
образуют замыкающую головку.
Часто сверлят сразу две соединяемые заготовки, зажимая их струбциной или в тисках. Диаметр отверстия D должен быть на 0,1...0,3 мм больше диаметра заклепки d (см.рис. справа а).
Заклепку вставляют в отверстие (рис. б), причем длина выступающей части заклепки должна равняться (1,3... 1,6) d. Закладную головку размещают в углублении поддержки(2) (рис. в) и ударами молотка по натяжке(1) сближают соединяемые детали одну с другой. Затем круговыми ударами молотка(3) расклепывают выступающую головку (рис. г) и придают ей правильную форму с помощью обжимки(4) (рис. д).
Выполняя заклёпочное соединение, надо проверить надёжность насадки молотка на ручку.
Заготовка должна быть надёжно закреплена в тисках.
Нельзя стоять за спиной работающего.
Заклепочные
соединения применяют в самолетостроении, кораблестроении, для
соединения деталей мостов, при изготовлении металлической посуды. В
промышленности заготовки соединяют заклепками при помощи пневматических
клепальных молотков или на специальных клепальных машинах.
Несомненно,
заклепки имеют массу неоспоримых достоинств. Но стандартные, так
называемые "полнотелые" заклепки имеют также довольно значительный
недостаток - для создания действительно надежного соединения большое
внимание необходимо уделять качеству работы с ними. Учитывая то, что
заклепку необходимо при расклепывании плотно удерживать с другой
стороны, это является довольно трудоемкой задачей. Впрочем, прогресс не
стоит на месте. Развитие технологий заклепочных соединений привело к
появлению вытяжных заклепок, которые решают эту проблему.

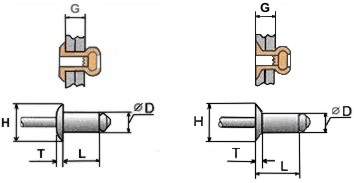
Установочный инструмент(см.рис. слева) для работы с вытяжными заклепками сравнительно недорог, а удобство их применения очень велико. Машиностроение, строительная индустрия, автомобильная и мебельная промышленность, предприятия отрасли производства электроники активно используют именно вытяжную заклепку, поскольку технология одностороннего скрепления однозначно удобнее и надежнее других способов крепления.
Односторонняя тяговая(вытяжная) заклепка состоит из двух частей: корпуса и стержня. Корпус заклепки изготавливается из различных материалов: алюминия, стали, нержавеющей стали, меди, сплава MONEL (Ni/Cu=70/30). Стержень вытяжных заклепок изготавливают из стали или нержавеющей стали.
Особенности конструкции: заклепка имеет выпуклую или потайную шляпку. Для установки заклепки требуется доступ только с одной стороны материала.
Монтаж: просверлить скрепляемые материалы, смонтировать заклепку, используя специальный инструмент.
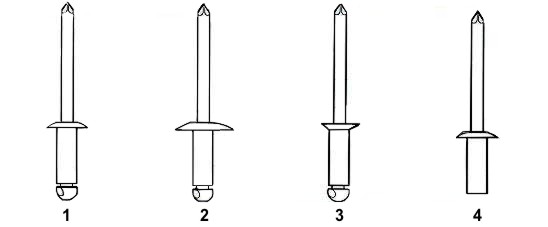
Из характеристик вытяжных заклепок следует обращать внимание на геометрические размеры (диаметр и длина корпуса заклепки). Тип заклепки может быть обычный с буртиком (D головки=2D корпуса заклепки, рис. 1), с увеличенным буртиком ( D головки=3D корпуса заклепки, рис. 2), потайной (рис. 3) и глухой с водогазонепроницаемым корпусом (рис. 4).
По материалам сайта : http://technologys.info/
